Opgavebeskrivelse: Automatisk rettelsesprogram – Fremstilling af et stempel
Fremstilling af et stempel, en form med udskæringer og en udskæring af en rundt stempel.
Indhold:
Opret udskæringsstempel
Form med udskæringer
Udskæring af rundt stempel
Opret udskæringsstempel.Der er flere betingelser, der skal overholdes for automatisk beregning af fejlfri fræsningsveje (udskæringsveje) ved brug af TTrack . AutoCorrection:
Opret program. Hvis der stadig er data fra det sidste arbejde i programmet, skal du gemme disse ved hjælp af Fil . Gem eller Gem under. Efter dette slettes alle data i hukommelsen ved hjælp af Fil . Ny. Indlæs data. Indlæs filen AHSoft.SLD (eller en anden passende grafik) ved hjælp af Fil . Åbn.
Beregning af fræsningsvej. Vælg laget med de grafiske data, her Layer 0. Vælg TTrack . Autocorrection . ACorr2D3D og vælg indstillingen ifølge figuren Autocorrection 2D/3D.
Forslag til anvendelse af et værktøj i messing (MS58).
Indstillinger for Autocorrection 2D/3D.
Eksport fræsningsdata. Du kan udstede de beregnede fræsestier i Autocorrection direkte uden omveje ved hjælp af TLayer Export. Programmet åbner eksportmenuen. Vælg f.eks., DIN/ISO her. Se DIN/ISO data. Du kan se de gemte DIN/ISO data ved hjælp af Teksteditor. Til dette vælg Ekstra . TekstEdit. Vælg den genererede DIN/ISO fil og åben den med OK. |


| Udstansning cirkulært stempel.
Der er flere betingelser, der skal overholdes for automatisk beregning af fejlfrie fræsespor (udstansnings-spor) ved brug af TTrack . AutoKorrektion:
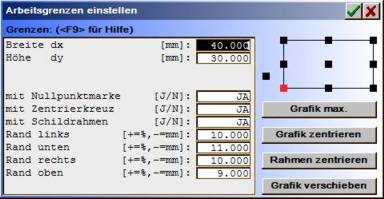
Juster programmet. Før beregning af dataene skal de være tilgængelige eller omarbejdes ved hjælp af programfunktionerne. Til et cirkulært stempel er det fornuftigt at placere bearbejdningsnulpunktet centralt. Justeringen foretages ved hjælp af Layout . Begrænsninger. Bemærk: En eksisterende grafik (f.eks. importerede data) kan nemt placeres centralt ved hjælp af ramme i midten og centrer grafik. Indsat grafik. Den importerede grafik AK (fra DXF) består af en række individuelle kurvesegmenter, der skal kombineres. Dette er et typisk billede for DXF-data, der er gemt ved hjælp af linjer og buer. Importen af DXF-data skal altid betragtes kritisk. Desværre tager DXF, som ren tegnformat, ikke hensyn til mulig bearbejdning. Grafikken skal konverteres til lukkede konturer ved hjælp af proces . Kombiner spor. Til sammenføjning af spor er indstillingen tæt på fejl = 0,000 mm fornuftig til generelt arbejde. Denne automatiske proces forsøger, over flere trin, at sammenføje linjesegmenter til lukkede konturer. Det er kun, når dataene indeholder større fejl (krydsninger, overlapning, huller > 10mm), at processen mislykkes, og de resterende spor skal sammenføjes manuelt. Sporerne kan sammenføjes i menuen redigere (sammenføj position). Font. Til en fræseoffsetberegning kræves en omrids font. Omridsfonte i HCAM../iSIGN+3D er alle fonte, der begynder med F.. eller importeret TrueType-/ Type1 fonte. Her er fonten F1000219.HZE(DIN1451 medium) blevet brugt. Denne typeskrift har en meget lille overflade reliefbredde og er velegnet til specielle mærkningsstempeler.
Fræsesporeberegning. Fræsesporerne beregnes først for et fladt 3D-stempel. Projektionen på cylinderen finder sted senere med dataeksport. Til fræsesporeberegning vælg en efter en lag #0 og TTrack . AutoKorr . ACorr2D3D. 3 værktøjer blev valgt til beregningen: #50 (FrS = 0,02 mm); #51 (FrS = 0,08 mm); #52 (FrS = 0,2 mm). Værktøjerne indlæses i ACorr2D3D . Værktøjsblok fra filen CutoutTool.ToolWZB.
Værktøjer: 1 = #50; 2 = #51; 3 = #52. Automatisk justeret med indlæsning af værktøjerne i Værktøjsblok . åben.
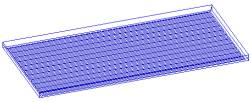
Efter beregningen præsenteres fræsesporerne i værktøjsfarverne. Du kan overvåge fræsesporerne ved hjælp af TLayer MillGraphic . Grafisk Fræsespor.
I Zoom TLayer MillGraphic kan det tydeligt ses, hvilke dele der nås (behandles) ved hjælp af de enkelte skæreradiuser:
Dataeksport. Fræsesporerne, der er beregnet til en overfladestempel, kan nu eksporteres til maskinen. Der er 2 stier tilgængelige til dataeksport:
|