Autokorrektionsprogrammet
2D/3D Autokorrektion / Udskæringer af stempler og former ved hjælp af flere værktøjer
Autokorrektionsprogrammet
Værktøj input
ACorr2D3D
TLayer Eksport
TLayer > Mål lag
TLayer FræsGrafik
Autokorrigeringsprogrammet
De fræsebane korrektioner, der udskares i 2D og 3D, er centraliseret i Autokorrektion-programmet. Bestemmelsen af korrektionsretningen indad eller udad finder sted gennem indstillingen indad/udad. For denne korrektion bruges dataene i det aktuelle arbejdsområde ActLayer.
 |
Benevnelser:
|
Indtastning af værktøjer og teknologidata til beregningerne. En skiftestation (WSt) skal angives for hvert værktøj, uafhængigt af geometridataene. Værktøjer med WSt = 0 er frakoblede. Et værktøjsskift udføres kun med ændring af WSt#. På den anden side kan værktøjer med de samme geometridata, men forskellige teknologidata (fræsedybde, fremføring osv.), have samme WSt#. I dette tilfælde udføres der ikke noget værktøjsskift, men teknologidataene ændres.
En detaljeret beskrivelse af værktøjsindtastning kan findes i de generelle instruktioner under Værktøjsindtastning.
| ACorr2D3D. |
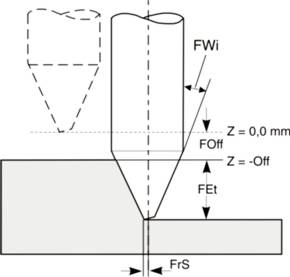
Denne funktion beregner 2D-fræsebaner og 3D-udskæringsbaner for op til 10 værktøjer samtidigt. Funktionen kræver fejlfrie, lukkede konturer uden krydsninger. Værktøjer med koner omkredser konturen i 3D, cylindriske værktøjer (FWi = 0°) i 2D. Værktøjsbanens beregning sker blokvis. Med dette får man mere fordelagtige fræsebaner og kortere beregningstider.
Dataindtastningen sker i de lyse felter.
| Værktøjsvalg.
Værktøjerne indtastes i listen efter hinanden, begyndende med 1 op til det største værktøj, clearance-værktøjet, med deres serienummer fra værktøjsbiblioteket. Antallet af minimum og maksimum tilladte værktøjer er i overensstemmelse med processen. Værktøjsindtastningen skal altid foretages kontinuerligt, der må ikke være mellemrum mellem værktøjerne. Værktøjsindtastningen foregår kvalitetsorienteret, startende med det fineste værktøj (der bestemmer kvaliteten af fræsningen). Værktøjerne skal indtastes i stigende rækkefølge efter deres spidsradius (FrS). Programmet skifter ind iindtastning af værktøj ved at klikke på værktøjsgrafikken. |
|||||||||||||||||||
|
beregning af proces
|
||||||||||||||||||
|
Frigøringsproces.
Alle frigøringsbaner sammenføjes, så længe konturerne ikke rører eller overlapper hinanden.
|
||||||||||||||||||
| Frigøringsvinkel:
Input af hatchningsvinklen for lineformede clearance-stier (360° < 0 <= +360°). |
|||||||||||||||||||
| Forudberegnet bredde.
Bredde af offsetberegningen for bane-parallelle frigøringsprocesser. Denne værdi bør vælges til ikke at være mindre end den resulterende radius (Res) af det største værktøj. I tilfælde af at fejl opstår med kontinuerlig beregning, kan den forudberegnet bredde forstørres eller reduceres. |
|||||||||||||||||||
|
Beregning i overfladehøjde / ved bunden.
|
||||||||||||||||||
|
Beregning for forhøjet / nedsænket.
|
||||||||||||||||||
| Værktøjspidsforskydning. Korrektion af værktøjets forskydningsberegning. Beregningen kan korriges marginalt ved hjælp af spidsforskydningen. F.eks. kan en opgave gentages ved hjælp af en spidsforskydning for at rydde værktøjsfejl. Spidsforskydningen kan anvendes i området (mindste spidsradius) op til +10mm. |
|||||||||||||||||||
| Parameter.
Ændring i parameterinput. Til justering af parametrene se beskrivelsen i Generelle instruktioner CAD . Input Parameter – vælg AutoCorr |
|||||||||||||||||||
|
Værktøjsblok – værktøjsblokinput.
Værktøjerne fra #50 er opdelt i blokke på 10. En blok kan vælges, redigeres, åbnes og gemmes.
Værktøjerne starter altid ved begyndelsen af blokken (gruppen af 10). Værktøjer med et gyldigt stationsnummer (>0) overtages i beregningslisten i rækkefølgen af indgangen til værktøjsbiblioteket. Hvis der ikke er noget værktøj med et gyldigt stationsnummer tilgængeligt, så overtages i det mindste det første blokværktøj. Fornuftige indtastninger i værktøjsbiblioteket for en værktøjsblok ved brug af eksemplet for blok fra #50 (3 værktøjer):
Den stigende rækkefølge skal overholdes. |
||||||||||||||||||
|
Process.
Åbn og gem beregningsindstillingerne. Alle indstillinger og værktøjer i beregningen gemmes og er igen tilgængelige efter Åbn til en identisk eller lignende beregning. |

| TLayer Eksport. |
 |
De beregnede fræsebaner eksporteres ved hjælp af en Autokorrektionsproces. Til dette skal du gå til Eksport – Vælg. Med hjælp fra dette, direkte eksportering af fræseudata, f.eks. til stempel, kan produktivt outputtes uden omveje til en maskine. |
| TLayer > Mållag. |
De beregnede fræsebaner overtages i ét lag. Til dette skal der indtastes et mållag. Med hjælp fra denne funktion kan 2D- og 3D-fræsedata kombineres i ét lag og outputtes ved hjælp af Fil . direkte fræsning til et projekt. For at gemme i et lag skal du vælge mållaget ved hjælp af Lag Selection.
Hvis der allerede er data i det valgte mållag, kan fræseudata indlæses i mållaget, eller de eksisterende data kan overskrives.
| TLayer Fræsegrafik. |
Angivelse af de beregnede værktøjsbaner.
| Grafikparametre: | Valg af værktøjer, repræsentation af overfladen relief eller basisniveau og rækkefølge af tegninger.
|
||||||||||||||
| Fræsespor: | Billedet tegnes med det brede fræsespor. | ||||||||||||||
| Markér 3D-udskæring: | Alle 3D-bevægelser, der ikke kører ved basis, er markeret. | ||||||||||||||
| Markér 3D-niveau: | Alle bevægelser er markeret afhængigt af Z-værdien. Til dette skal begge begrænsende niveauer fastlægges. | ||||||||||||||
| Placer posn 3D: | Klik på en vektor i værktøjsbanen, marker og angiv koordinaterne. | ||||||||||||||
| Normal/Zoom-projektion: | Værktøjsbanerne vises i perspektiv. Med præsentationen i planvisning (alle vinkler = 0) vises stierne i grå (farve) niveauer. PosnA: farve for tilbagetrukkede bevægelser. Ved input uden farve finder perspektivvisningen sted med højdeniveaumarkering. For beskrivelsen comp. Menu Fil. |